After the connecting rods are assembled to the piston, check the connecting rods for bend or twist on a suitable alignment fixture. Follow the instructions of the fixture manufacturer. If the bend and/or twist is excessive, the connecting rod should be straightened or replaced.
PISTONS, PINS AND RINGS
Fitting pistons
Pistons are available for service in standard sizes and the oversizes given in the Data Section under “Piston “.
Refer to the Data Section under “Piston for the piston to cylinder bore clearance. Check the clearance.
If the clearance is greater than the maximum limit, re-check calculations to be sure that the proper size piston has been selected, check for a damaged piston, then try a new piston.
If the clearance is less than the minimum limit, re-check calculations before trying another piston. If none can be fitted, refinish the cylinder for the next size piston.
When a piston has been fitted, mark it for assembly in the cylinder to which it was fitted.
If the taper and out-of-round conditions of the cylinder bore are within limits, new piston rings will give satis-factory service provided the piston clearance in the cylinder bore is within limits. If the new rings are to be installed in a used cylinder that has not been refinished, remove the cylinder wall “glaze”.
mmended height.
|
To fit a piston:
- Calculate the size piston to be used by taking a cylinder bore check.
- Select the proper size piston to provide the desired clearance.
- Make sure the piston and cylinder block are at room temperature (700F). After any refinishing operation, allow the cylinder bore to cool and make sure the piston and bore are clean and dry before the piston fit is checked.
- Attach a tension scale to the end of a feeler gauge ribbon that is free of dents or burrs. The feeler ribbon should be 1/2-in. wide and of one of the re-commended thicknesses shown in Fig. 78.
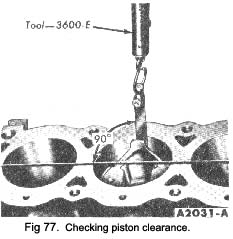
- Position the ribbon in the cylinder bore so that it extends the entire length of the piston at 900 from the piston pin location.
- Invert the piston and install it in the bore so that the end of the piston is about 1k-ins. below the top of the cylinder block and the piston pin is parallel to the crankshaft axis.
- When checking the piston to bore clearance, the ribbon and piston fit in the bore must be snug in order to obtain an accurate reading. It is necessary to support the weight of the piston with one hand to prevent twisting the piston in the bore and obtaining an erroneous reading. A used piston must always be checked in the bore from which it was removed.
- Hold the piston and slowly pull the scale In a straight line with the ribbon, noting the pull required to remove the feeler ribbon (Fig. 77).
|
 **
**