Hydraulic valve lifter tests
Dirt, depsosits of gum and varnish and air bubbles in the lubricating oil can cause hydraulic valve lifter failure or malfuncion
Dirt, gum, varnish can keep a check valve from seating and cause a loss of hydraulic pressure.
An open valve disc will cause the plunger to force oil back into the valve lifter reservoir furing the time the push rod is being lifter to force the valve from its seat.
Air bubbles in the lubricating system can be casued by too much oil in the system or too low an oil level. Air may also be drawn into the lubricating system through an opening in a damaged oil pick-up tube. Air in the hydraulic system cancause a loss of hydraulic pressure in the valve lifter.
Assembled valve lifters can be tested with toool 6500-E to check the leak down rate. The leak down rate specification (for gauging puposes) is 10-100 seconds at |
50 lbs. load. Plunger travel Is 0125 In. Test the valve lifters as follows:
1. Place the valve lifter in the tester, with the plunger facing upward. Pour hydraulic tester fluid into the cup to a level that will cover the valve lifter assembly. The fluid can be purchased from the. manufac-turer of the tester. Do not use kerosene, for it will not provide an accurate test.
2. Place a 5/16 in. steel ball in the plunger cup (Fig. 14).
3. Adjust the length of the ram so that the pointer is in line with the starting mark when the ram contacts the valve lifter plunger (Fig. 15).
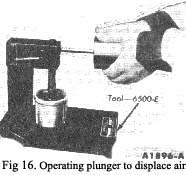
4. Work the valve lifter plunger up and down until the lifter fills with fluid and ail traces of air bubbles has disappeared (Fig. 16).
5. Allow the ram and weight to force the valve lifter plunger downward. Measure the exact time it
|
 **
**