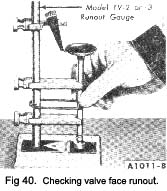
Valve face runout
Check the valve face runout (Fig. 40). It should not exceed the specified wear limit. If the runout exceeds the wear limit, the valve should be refaced or replaced as outlined under “Refacing Valves” in this section.
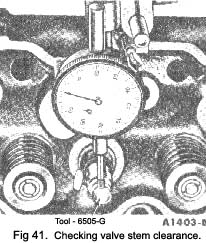
Valve stem clearance
Check the valve stem to valve guide clearance of each
valve in its respective valve guide with the tool shown in Fig. 41 or its equivalent.
VALVES
Valve defects, such as minor pits, grooves, etc. may be removed. Discard valves that are severely damaged, or if the face runout or stem clearance exceed specifications. Discard any defective part of the valve assembly.
|
Refacing Valves
The valve refacing operation should be closely co-ordinated with the valve seat refacing operation so that the finished angles of the valve face and of the valve seat will provide a compression-tight fit. Be sure that the refacer grinding wheels are properly dressed.
If the valve face runout is excessive and/or to remove pits and grooves, reface the valves to a true 440 angle. Remove only enough stock to correct the runout or to clean up the pits and grooves. If the edge of the valve head is less than 1/32 in. after grinding, replace the valve as the valve will run too hot in the engine. The interference fit of the valve and seat should not be lapped out.
Remove all grooves or score marks from the end of the valve stem, and chamfer Is as necessary. Do not remove more than O.O1O-in. from the stem.
If the valve and/or valve seat has been refaced, It will be necessary to check the clearance between the rocker arm pad and the valve stem with the valve train assembly installed in the engine.
Select fitting valves
If the valve stem to valve guide clearance exceeds the wear limit, ream the valve guide for the next oversize valve stem. Valves with oversize stem diameters of O.OO3, O.O15 and O.O3O-ln. are available for service. Always reface the valve seat after the valve guide has been reamed. Refer to “Reaming Valve Guides”.
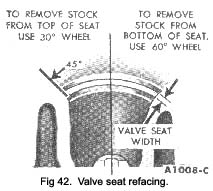
Refacing valve seats
RefacIng of the valve seats should be closely co-ordinated with refacing of the valve face so that the finished seat will match the valve face and be centred. This is important so that the valve and seat will have a good compression tight fit. Be sure that the refacer grinding wheels are properly dressed.
|
 **
**